Starting a used lead acid battery recycling plant is a strategic move for businesses aiming to tackle environmental challenges while unlocking profitable opportunities. With over 80% of lead-acid batteries recycled globally, this industry bridges sustainability and resource efficiency.
What Raw Materials Does a Lead Acid Battery Recycling Plant Process?
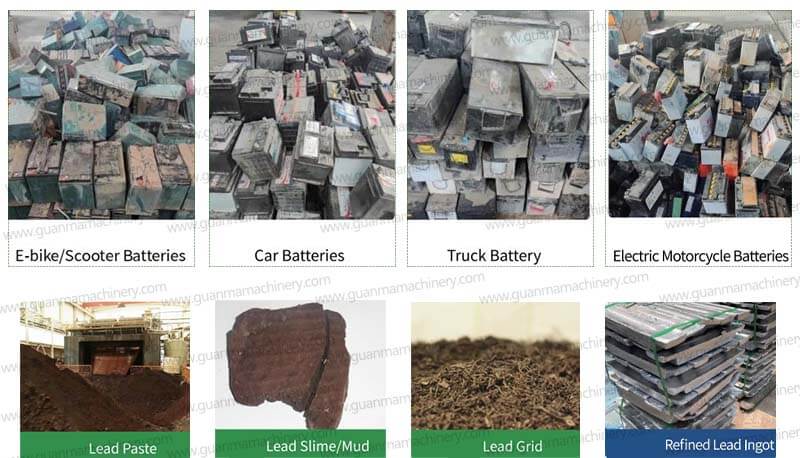
A lead acid battery recycling plant processes end-of-life batteries containing lead plates, sulfuric acid, and polypropylene casings. These components are hazardous if disposed of improperly but become valuable resources when recycled.
Lead grids and plates: Extracted for smelting into pure lead.
Sulfuric acid: Neutralized into sodium sulfate or purified for reuse.
Plastic casings: Shredded and processed into reusable plastic pellets.
By recycling 1 ton of batteries, plants recover ~700 kg of lead, 150 kg of plastic, and 100 kg of electrolyte—mining waste and landfill risks.
Daily Processing Capacity: Matching Your Business Goals
A lead acid battery recycling plant can handle 5–50+ tons of batteries daily, depending on equipment scale. For example:
Small-scale plants: 5–10 tons/day (ideal for regional operations).
Mid-to-large plants: 20–50+ tons/day (suited for industrial hubs).
Key equipment like crushers, hydro-separation units, and smelting furnaces determine throughput. Advanced lead acid battery recycling equipment automates sorting and reduces manual labor, boosting efficiency.
End Products: From Waste to Revenue Streams
A well-designed lead acid battery recycling plant converts scrap into:
1. Lead ingots (99.97% purity): Sold to battery manufacturers or alloy producers.
2. PP plastic pellets: Used in new battery casings or automotive parts.
3. Sodium sulfate: Applied in glass, detergent, or textile industries.
With global lead prices averaging $2,000–$2,500/ton, recycling plants generate steady ROI while complying with environmental regulations.

Key Equipment in a Lead Acid Battery Recycling Plant
Investing in the right lead acid battery recycling equipment ensures operational efficiency and safety:
Battery breakers: Separate components safely.
Lead smelting furnaces: Rotary or blast furnaces for pure lead extraction.
Pollution control systems: Scrubbers and filters to meet emissions standards.
Plastic washing lines: Clean and pelletize polypropylene.
Automated systems minimize downtime and maximize output, critical for high-volume operations.
Lead Recycling Plant Cost: Factors to Consider
The lead recycling plant cost varies based on:
Scale: A 10-ton/day plant costs $500,000–$1.5M, while 50-ton/day setups exceed $3M.
Automation level: Semi-automatic systems reduce labor but require higher upfront investment.
Compliance: Emission controls and waste treatment add 15–20% to costs.
Partnering with a reputable lead recycling plant manufacturer ensures cost-effective, compliant designs tailored to local regulations.

Choosing a Reliable Lead Recycling Plant Manufacturer
A trusted lead recycling plant manufacturer delivers:
Turnkey solutions: From design to installation.
Certifications: ISO, CE, or EPA-compliant systems.
After-sales support: Training, maintenance, and spare parts.
A lead acid battery recycling plant transforms environmental liabilities into profitable resources. By understanding processing requirements, equipment options, and lead recycling plant cost factors, businesses can build a sustainable, revenue-generating operation. Partner with experienced lead acid battery recycling equipment suppliers to optimize efficiency and compliance, positioning your plant as a leader in the circular economy.