Lead Acid Battery Recycling Business Guide
The global lead acid battery recycling market is booming, driven by environmental urgency and valuable resource recovery. But starting or scaling a lead acid battery recycling business involves complex logistics, regulations, and technical know-how. Feeling overwhelmed by sustainable battery disposal services requirements or unsure about profitability?
Mastering the Lead Acid Recycling Process
True value lies in efficient, compliant processing. Here’s what sets successful certified battery recycling companies apart:

1. Optimized Collection & Logistics
Efficiently gathering spent batteries, especially from remote areas, requires strategic partnerships with auto shops, telecom providers, and waste management firms. Consider innovative reverse logistics models.
2. Advanced Breaking & Separation
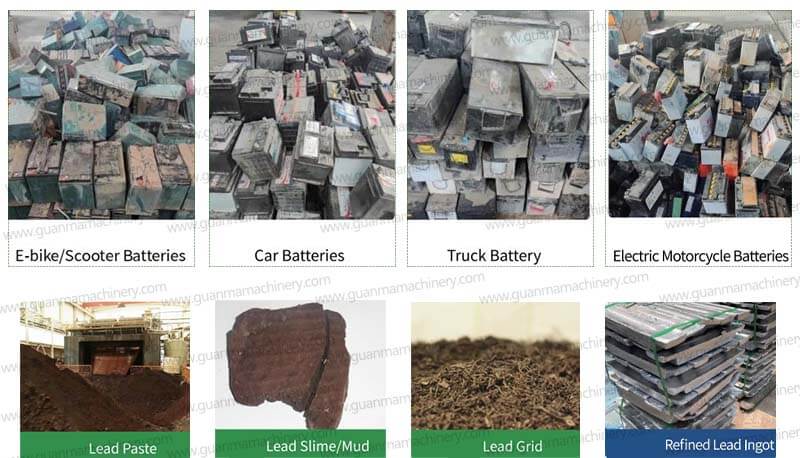
Modern facilities employ hammer mills, crushers, and sophisticated separation systems (like hydro-separation) to meticulously divide components:
Lead: Recovered as lead paste and metallic grids.
Polypropylene (PP): Cleaned and recycled into pellets for new battery cases or other products.
Sulfuric Acid: Neutralized into water or processed into sodium sulfate for industrial use.

3. State-of-the-Art Lead Recovery
This is the core. Smelters using advanced rotary furnaces or Isasmelt technology achieve lead recovery rates exceeding 98%, minimizing waste and maximizing output. Emission control systems (baghouses, scrubbers) are non-negotiable for compliance.
4. Refining & Alloying
Recovered lead is refined to remove impurities and precisely alloyed (with elements like calcium, tin, or antimony) to meet specific battery manufacturer requirements.
5. Downstream Market Development
Profitability hinges on securing reliable buyers for:
Refined Lead: Sold to battery manufacturers or industrial users.
Recycled Polypropylene: Sold to plastic manufacturers.
By-products: Sodium sulfate for glass/textile industries.
Investing Wisely: Costs, Compliance & Profit Margins
Understanding the battery recycling plant setup cost is crucial. Major investments include:
Land & Infrastructure: Requires significant space and robust facilities.
Processing Equipment: Crushers, separators, smelters, emission controls, material handling systems.
Compliance & Permits: Meeting stringent international battery recycling regulations.
Operational Costs: Skilled labor, energy, maintenance, transportation.
Battery recycling profit margin analysis reveals profitability is achievable but tied to scale, operational efficiency, lead market prices, and effective by-product marketing. Strategies to boost margins include:
Maximizing Recovery Rates: Every percentage point counts.
Energy Efficiency: Optimizing furnace operations reduces a major cost.
Diversifying Feedstock: Exploring UPS, telecom, and industrial battery sources.
Securing Premium Markets: Building relationships with buyers valuing high-quality, eco-friendly battery recycling certifications.

Building Trust & Market Presence
In this competitive field, credibility is paramount. Achieve and prominently display relevant eco-friendly battery recycling certifications. Transparency about your processes and environmental impact resonates strongly with international buyers seeking responsible partners.
Ready to Build a Sustainable, Profitable Future?
The lead acid battery recycling business presents a powerful opportunity to drive environmental progress while generating significant returns. Success demands expertise in complex processing, unwavering commitment to compliance, and strategic market development. Are you prepared to transform battery waste into valuable resources and secure your position in this vital global market?
Partner with experts who understand the intricacies of international trade, compliance, and sustainable operations. Contact us today for a detailed consultation on launching or optimizing your lead acid battery recycling venture.